












Tubular reactors are always used in a continuous flow mode with reagents flowing in and products being removed. They can be the simplest of all reactor designs.
Tubular reactors are often referred to by a variety of names:
• Pipe reactors
• Packed-bed reactors
• Trickle-bed reactors
• Bubble-column reactors
• Ebulating-bed reactors
Single-phase flow in a tubular reactor can be upward or downward. Two-phase flow can be co-current up-flow, counter-current (liquid down, gas up) or, most commonly, co-current down-flow.
Tubular reactors can have a single wall and be heated with an external furnace or they can be jacketed for heating or cooling with a circulating heat transfer fluid. External furnaces can be rigid, split-tube heaters or be flexible mantle heaters. Tubular reactors are used in a variety of industries:
• Petroleum
• Petrochemical
• Polymer
• Pharmaceutical
• Waste Treatment
• Specialty Chemical
• Alternative Energy
Tubular reactors are used in a variety of applications:
• Carbonylation
• Dehydrogenation
• Hydrogenation
• Hydrocracking
• Hydroformulation
• Oxidative decomposition
• Partial oxidation
• Polymerization
• Reforming
Tubular reactor systems are highly customizable and can be made to various lengths and diameters and engineered for various pressures and temperatures.
We provide a split-tube furnace for heating these vessels. Insulation is provided at each end so that the end caps are not heated to the same temperature as the core of the reactor. The heater length is normally divided into one, two, or three separate heating zones, although it can be split into as many zones as required.
We can furnish either a fixed internal thermocouple in each zone or a single movable thermocouple that can be used to measure the temperature at points along the catalyst bed. External thermocouples are typically provided for control of each zone of the heater.
| Gas Feed System | Various gas feeds can be set up and operated from a Gas Distribution Rack . In order to deliver a constant flow of gas to a reactor, it is necessary to provide gas at a constant pressure to an electronic Mass Flow Controller . This instrument will compare the actual flow rate delivered to the set point chosen by the user, and automatically adjust an integral control valve to assure a constant flow. Care must be taken to size these controllers for the specific gas, the flow rate, and the pressure of operation. A mass flow controller needs a power supply and read-out device, as well as a means of introducing the desired set point.
When ordering mass flow controllers, you will need to specify: Mass flow controllers are available for use to 1500 psi and to 4500 psi. Considerable savings can be obtained if the mass flow controller is to be used only to 1500 psi. |
| Liquid Metering Pump | High pressure piston pumps are most often used to inject liquids into a pressurized reactor operating in a continuous-flow mode. For low flow rates, HPLC pumps, many of which are rated for 5000 psig, are excellent choices. Typical flow rates for pumps of this type range up to 10 or 40 mL per minute. Pumps are available to accommodate manual control from their digital faceplate or computer-control from a 4871 Process Controller. Chemical feed pumps are our recommendation for continuous feeding of liquids when the desired flow rate is greater than 2 liters per hour. Parr can assist with the feed pump selection. We will need to know the type of liquid; the minimum, typical, and maximum desired feed rate; the maximum operating pressure; and any special operating considerations such as corrosion possibilities. |
| Back Pressure Regulator | In addition to supplying gases to a reaction through electronic mass flow controllers, the reactor is kept at a constant pressure by installing a Back Pressure Regulator (BPR) downstream of the reactor. This style of regulator will release products only when the reactor pressure exceeds a preset value. When a BPR is used in conjunction with mass flow controllers, the user is assured that a constant flow of gas is passing through a reactor, which is being held at a constant pressure. This provides for the highest degree of control and reproducibility in a continuous-flow reactor system |
| Cooling Condenser | It is often desired to cool the products of the reaction prior to handling them. Cooling condensers are available for this purpose. An adaptation of our standard condensers provides an excellent design. |
| Gas/Liquid Separators | Tubular reactors operating in continuous-flow mode with both gas and liquid products will also require a Gas/Liquid Separator for smooth operation. The separator is placed downstream of the reactor, often separated from the reactor by a cooling condenser. In the separator vessel, liquids are condensed and collected in the bottom of the vessel. Gases and non-condensed vapors are allowed to leave the top of the vessel and pass to the back pressure regulator. It is important to operate the BPR with a single fluid phase to prevent oscillation of the reactor pressure.
The gas/liquid separator can be sized large enough to act as a liquid product receiver that can be manually drained periodically. Many of the non-stirred pressure vessels made by Parr are ideally suited for use as gas/liquid separators. Vessels of 300, 600, 1000, or 2000 mL are commonly chosen.
|
| Control and Data Acquisition Systems | A variety of solutions exist to meet the needs of system operators. System accessories such as heaters, mass flow controllers, and pumps can be obtained with individual control packages to create a manual, Distributed Control System (DCS) based on our 4838 and 4848 Controllers. As the number of channels to be controlled increases, economics and convenience will often dictate that the distributed system of individual controllers should be replaced with the computer-based Model 4871 Process Controller (PCC). |

Fluidized Bed Reactors are used extensively in the chemical process industries. The distinguishing feature of a fluidized bed reactor is that the bed of solid particles or catalyst is supported by an up flow of gas. This reactor provides easy loading and removing of catalyst. This is advantageous when the solids bed must be removed and replaced frequently. A high conversion with a large throughput is possible with this style of reactor. Such reactors inherently possess excellent heat transfer and mixing characteristics.
Fluidized beds have been significantly utilized in chemical processes, in which parameters such as diffusion or heat transfer are the major design parameters. Compared to packed bed, a fluidized bed has notable advantages such as better control of temperature,no hot spot in the bed, uniform catalyst distribution and longer life of the catalyst. The desirability of using fluidized beds is dependent on achieving good mixing between the solids and the suspending fluid.
Nearly all the significant commercial applications of fluidized bed technology concern gas-solid systems. Applications of fluidized bed reactors include but are not limited to Fisher-Tropsch synthesis, catalytic cracking of hydrocarbons and related high molecular
weight petroleum fractions. Gasification in a fluidized bed can be utilized to convert coal, biomass and other waste materials into synthesis gas
The reactor system pictured on this page includes the following key components:
• A gas handling and mixing sub-system used to blend and regulate the flow of reactant gas to the bottom of the reactor.
• The reactor is roughly one meter long with a 2.5 cm ID. The lower portion of the reactor incorporates an easily replaced porous metal gas diffusion plate and the top of the reactor widens abruptly to form a disengaging zone for the fluidized bed. Separate heaters are provided for both the main reactor and disengaging zone. A multipoint thermocouple is provided for monitoring the internal reactor temperature distribution.
• A heated cyclone separator or filter is provided immediately downstream of the reactor to capture the fines resulting from particle attrition.
• The reaction products are then cooled by a condenser and collected in a 600 mL product receiver.
• All system functions and parameters are monitored and maintained by a Parr 4871 Process Controller
These are some of the schematic of the continuous tubular reactor that can help us determined the best reactor for the project. For inquiry about the customization of the continuous tubular reactor, we require the schematic of the flow to give the best specification based on your need.
Contact us to get one of your own customize Continuous tubular reactor.
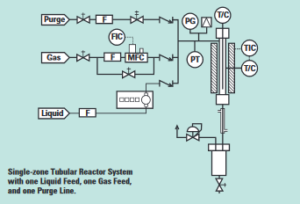 |
Single Zone Tubular reactor System with one liquid feed, one gas feed and one purge line. This reactor controller by the 4871 controller which can be modified to control anything in the reactor, for example the gas valve or the liquid valve of the reactor, this controller also can control the pressure and the temperature of the reactor. |
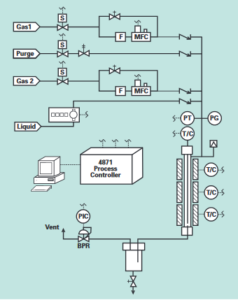 |
Three zone tubular reactor system with one liquid feed, 2 gas feed and one line purge. This reactor and the continuous flow are controlled by the 4871 controller which give you total control for the flow and information of the reactor. |
These are some of our Customize Continuous Tubular Reactor that Parr have designed and manufactured for customer around the world. For Parr Reactor customization in Indonesia, Please Contact us and we will help you give the best specification for your reactor.
 |
This 1-L Tubular Reactor System has two gas feeds, one purge line, and one liquid feed. Custom pressure controls enhance the heated gas/liquid separator |
 |
This system has three 250 mL reactors operating in parallel and controlled by a 4871 Process Controller with operator interface on a single PC. This system has weighed feed tanks and a two-stage pressure let down. |
 |
This continuous flow stirred reactor system is on a cart with with our Modular Frame System. This modular frame allows for easy access and flexibility in hook-ups, accessories, and flow, including an interchangeable tubular reactor |
 |
This tubular reactor system features a single-zone 12-in long heater to take reactor temperatures to 500 °C. The gas feed system includes automated shut-off valves on the three MFCs and on the purge line. The Gas/Liquid Separator vessel is jacketed to allow for subambient cooling. Operator controls the system via a remote PC using the included Model 4871 Process Controller. |







