Tubular reactors are always used in a continuous flow mode with reagents flowing in and products being removed. They can be the simplest of all reactor designs.
Tubular reactors are often referred to by a variety of names:
• Pipe reactors
• Packed-bed reactors
• Trickle-bed reactors
• Bubble-column reactors
• Ebulating-bed reactors
Single-phase flow in a tubular reactor can be upward or downward. Two-phase flow can be co-current up-flow, counter-current (liquid down, gas up) or, most commonly, co-current down-flow.
Tubular reactors can have a single wall and be heated with an external furnace or they can be jacketed for heating or cooling with a circulating heat transfer fluid. External furnaces can be rigid, split-tube heaters or be flexible mantle heaters. Tubular reactors are used in a variety of industries:
• Petroleum
• Petrochemical
• Polymer
• Pharmaceutical
• Waste Treatment
• Specialty Chemical
• Alternative Energy
Tubular reactors are used in a variety of applications:
• Carbonylation
• Dehydrogenation
• Hydrogenation
• Hydrocracking
• Hydroformulation
• Oxidative decomposition
• Partial oxidation
• Polymerization
• Reforming
Tubular reactor systems are highly customizable and can be made to various lengths and diameters and engineered for various pressures and temperatures.
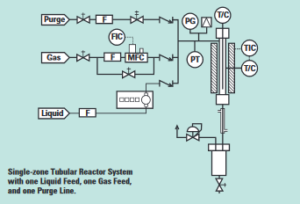
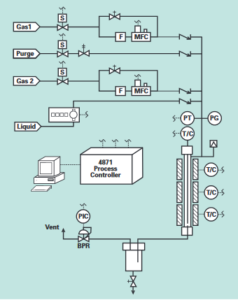
We provide a split-tube furnace for heating these vessels. Insulation is provided at each end so that the end caps are not heated to the same temperature as the core of the reactor. The heater length is normally divided into one, two, or three separate heating zones, although it can be split into as many zones as required.
We can furnish either a fixed internal thermocouple in each zone or a single movable thermocouple that can be used to measure the temperature at points along the catalyst bed. External thermocouples are typically provided for control of each zone of the heater.